
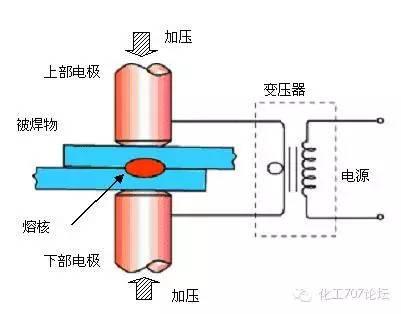
点焊是焊件装置成搭接接头,并压紧正在两电极之间,诈骗电阻热熔化母材金属,酿成焊点的电阻焊措施。
2.薄板与型钢构槊和蒙皮组织,如车厢侧墙和顶棚、拖车厢板、结合收割机漏斗等。
3.点焊质地紧要由点焊机确保。操作单纯,呆板化、自愿化水平高,坐蓐率高。
5.因为焊接通电是正在很短时刻内结束的,须要用大电流以及施加压力,是以经过的次第左右较庞杂,焊机电容量大,摆设的价值较高。
焊接前要将工件外观清算整洁,常用的根除疗法是酸洗根除,即先正在加热的浓度为10%的硫酸中酸洗,然后正在热水中洗净。整体焊接经过如下:
遵循焊接电流巨细和通电时刻是非,点焊可分为硬典范和软典范两种。正在较短时刻内通以大电流的典范称为硬典范,它具有坐蓐率高、电极寿命长、焊件变形小等长处,适合焊接导热职能较好的金属。正在较长时刻内通以较小电流的典范称为软典范,其坐蓐率较低,适合焊接有淬硬偏向的金属。
点焊时,通过电极施加正在焊件上的压力称为电极压力。电极压力应采取适宜,压力大时,可驱除熔核凝聚时或者出现的缩松、缩孔,但接制i电阻和电流密度减小,导致焊件加热亏空,焊点熔核直径减小,焊点强度低浸。电极压力的巨细可遵循下列要素选定:
(1)焊件的材质。原料的高温强度越高.所需的电极压力越大。因而焊接不锈钢和耐热钢时,应选用比焊接低碳钢大的电极压力。
点焊时,从焊接主回途以外流过的电流称为分流。分流使流经焊接区的电流减小,以致加热亏空,形成焊点强度明显低浸,影响焊接质地。影响分流水平的要素紧要有下列几方面:
(1)焊件厚度和焊点间距。跟着焊点间距的添补,分流电阻增大,分流水平减小。当采用30~50mm的老例点距时,分流电流占总电流的25%~40%,而且跟着焊件厚度的减小,分流水平也随之减小。
(2)焊件外观境况。当焊件外观存正在氧化物或脏物时,两焊件间的接触电阻增大,通过焊接区的电流减小即分流水平增大,可对工件举行酸洗、喷砂或打磨治理。
(5)焊接办事结果后应堵截电源,冷却水开闭应伸长10s再合上,正在气温低时还应破除水途中的积水,防守冻结。

