
加工,让激光行使有了更宽阔的空间,也有了更众的立异和索求。据《2021年中邦激光物业成长陈诉》数据显示,2020年中邦的墟市界限达110.5亿元。跟着轨道交通、工程板滞、船舶创设、钢机闭等行使范围转型升级需求,中厚板材焊接开发的需求会越来越众,激光焊接开发的排泄率将加快晋升。
激光焊接依照需求可能分为众种大局,激光自熔焊、激光填丝焊、激收复合焊等。此中,激光电弧复合焊是激光焊接工艺范围显现较晚的一种,这种焊接工艺加倍实用于中厚板材的焊接需求。继续从此,高端大功率激光电弧复合焊接开发被欧美优秀创设强邦所垄断。邦内各大制船坞基础都引进了德邦、意大利等邦度的激光电弧复合焊接坐褥线,价值嘹后,售后办事舒缓。为了突破这一被动景象,动作意大利EL.EN集团控股的满意合股企业奔跑激光,踊跃引进洪量的海外里专家和专业人才,正在高功率激光焊接开发研发和行使范围继续立异进步,推出了众款激光电弧复合焊接配备,填充了我邦众项物业空缺。
激光电弧复合焊(HLAW)是将两种物理性子和能量传输机制天差地别的高温热源复合正在沿道,联合功用正在原料轮廓,从而告竣对原料加热竣工焊接的流程。采用激光电弧复合焊接方式可能充实阐扬两种热源的上风,补偿简单热源加工的劣势,是一种新型、高效、优质、节能的焊接方式。激光电弧复合焊比拟简单的激光焊或者弧焊正在中厚板材焊接流程中上风尤为彰着。
激光束核心直径很小,因而热功用区域小。激光焊对工件装置间隙恳求高,间隙兼容度低。奇特是中厚板材,告竣小间隙的焊前装置困穷。
激光对高反射率、高导热系数原料的焊接斗劲困穷,易爆发裂纹、气孔等缺陷,同时熔池滚动性差,使得焊缝成型差;
激光焊接时造成的等离子体对激光的接收和反射下降了母材对激光的接收率,使得激光能量使用率低;
厚板众层众道焊接时,电弧难以深远坡口底部,极易侧壁引弧,使得坡口宽度较大,焊接结果较低;
激光电弧复合焊不单可能补偿简单热源焊接时的局部性,同时可能告竣1+1>2的特有用应。激光和电弧的复合实际是光致等离子体和电弧的耦合。
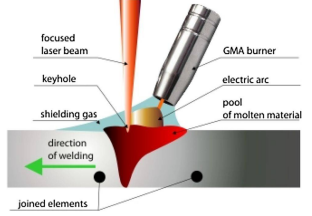
正在激光焊接流程中,外加电弧后,因为电弧爆发的等离子体密度较低,因此使激光光致等离子体被稀释,等离子体对激光的入射损害减小,扩张了激光照耀到原料轮廓的能量;正在电弧焊接流程中,等离子体偏向于向电弧中央宗旨转移,当有激光照耀正在原料轮廓会爆发洪量等离子体,这些等等离子会意巩固电弧的宗旨性和宁静性,抬高电弧的挺度。当激光电弧复合焊流程中采用电弧正在前,激光正在后的焊接形式后,电弧会伸张热功用局限,抬高焊接搭桥才力,下降对焊接件拼缝间隙的装置精度恳求,这正在中厚板焊接中尤为首要。其它,电弧焊接的出席,可能使焊丝填充焊缝,改良焊缝描摹。抉择分歧的焊丝,还能调治焊缝化学冶金因素,改良接头力学机能。
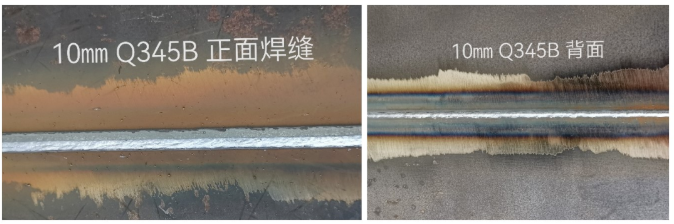
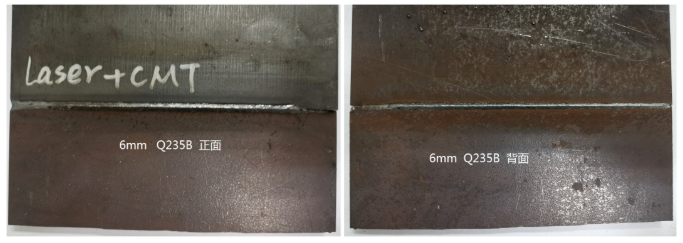
奔跑激光焊接工艺咨询中央通过长远试验发明,激光电弧复合焊既有激光焊接速率速、热影响区较小、焊缝窄、焊缝外观好的长处,又集合了熔化极气体守卫电弧焊正在能源结果、间隙桥接才力、冷却速率和能源耦合功率等方面的上风。其焊接速率的抬高和热输入的节减使焊接变形大幅节减。因而,激光电弧复合焊会被行使正在高端产物的中厚板深熔焊接行使中。依照奔跑激光焊接研发中央的行业调研结果,奔跑激光正在以下类型行业可供给完全的激光电弧复合焊办理计划。
正在船体筑制中,焊接工时约占船体筑制总工时的30% ~ 40%, 焊接本钱约占船体筑制总本钱的30% ~ 50%。此中,焊接变形导致的本钱伸长占领相当比例。早正在1994年,德邦Meyer制船坞就开端利用激光电弧复合焊来坐褥由扁钢制成的夹芯板动作腹板用于阔绰邮轮船面的创设。近年来,美邦水兵实行了激光电弧复合正在众个船体构件筑制中的行使,斗劲类型的网罗激光电弧复合焊正在舰船管道、T型梁等焊接的行使咨询。正在邦内,外高桥制船坞、招商重工船坞、广船邦际等均引进了德邦IMG的激光电弧复合焊接开发;渤海制船坞、沪东船坞等均筑成了激光电弧复合焊接作事站;将激光电弧复合焊本事引入到船体创设中。
近年来跟着汽车轻量化成长需求,车身机闭由空间框架转向铝复合车体宗旨。汽车铝车身紧要采用激光焊接工艺,因为激光束的核心直径小,对装置间隙精度恳求高,因而,正在坐褥流程中存正在开发本钱高、工件盘算工序恳求厉刻等题目。这些题目可能通过激光电弧复合焊来办理。群众汽车辉腾系列车型总共的车门都采用了激光电弧复合焊接工艺;德邦奥迪汽车中,全铝车身枢纽部位的焊接也采用了激光电弧复合焊。
低合金高强钢具有较好的板滞机能、优异的加工机能,较高的耐侵蚀性和较好的低温机能,正在工程板滞行业获得通俗行使。臂架是履带起重机的紧要承载及功课修筑,起着支柱、辅助变幅等功用,正在整机安闲和功课才力方面起至闭首要的功用,其材质寻常采用低合金钢材质;汽车起重机伸缩臂也是起重机的首要部件,其材质寻常采用低合金超高强钢。目前徐工、三一重工等吊臂焊接均采用激光电弧复合焊接工艺。该工艺可能宁静高效的告竣起重机吊臂主焊缝单面焊双面成形,焊缝接头拉伸机能和袭击机能知足联系工程行使准则。且该工艺对吊臂焊缝接头的间隙、错边等现实工况适合才力强。正在现实的工程行使中速率可能到达1.2m/min无坡口焊接。
铝合金车体是摩登轨道交通车辆的一个成长趋向,焊接动作铝合金车体各部件的首要毗邻大局,其焊缝静力强度与抗疲惫强度直接影响着车体的机闭完全性和运营安闲性,同时也限制着轨道交通车辆的进一步提速。目前,南车和北车众个坐褥基地均引入了激光电弧复合焊开发用于车体铝合金部件焊接。

依照中研普华咨询院《2020-2025年中邦激光电弧复合焊开发创设物业调研陈诉》显示:2020激光电弧复合焊开发创设行业发呈现状及墟市前景趋向界限理会:跟着“中邦创设2025”作为原则和“一带一齐”战术的深远实行,创设业对自愿化,智能化坐褥形式的需求日益伸长,激光本事是摩登高端创设前沿本事,正在物业转型升级流程中将饰演首要脚色,激光加工行使也从一开端的食物、纺织、电子等轻工业范围,拓展至汽车、船舶、航天航空、轨道交通、高铁、钢机闭等重工业范围。奔跑激光踊跃组织高功率激光行使范围,针对高功率切割、焊接、洗濯,做了总共的工艺和本事改善铺排。以新光源引颈新行使、用智能创设推进激光行使墟市,通过激光智能高端配备的量产造成界限行使墟市。以继续进步的立场踊跃践行“做激光行使专家,为客户制造代价”奔跑激光中心代价观,使得奔跑激光成为环球高功率激光行使头领品牌。
杰普特总司理成学平博士:锚定光毗邻战术高地,以“硬科技+立异整合”引爆FAU新赛道
瑞波光电打破InP基半导体激光机能极限,宣布2μm波段2.5W高功率芯片
杰普特总司理成学平博士:锚定光毗邻战术高地,以“硬科技+立异整合”引爆FAU新赛道

