
CO2单面焊双面成型工艺的焊接楷模是对照活跃的,它与焊工的才具和熟练水平相闭。采用焊接楷模时应防备焊接电流和电压的般配,确保焊缝的优秀成型。
熟练的焊工,也许行使较大电流的焊接楷模,以提升劳动坐褥率。焊接电流最大不宜超出230A(焊丝直径ф1.2)。外4、外5所列焊接参数,可供参考采用。


CO2单面焊是一种身手性很强的焊接步骤。尽量影响焊缝双面成型的身分许众,如筑造本能、天色、施工空间处境、网途电压、职员本质等,但更苛重的是职员本质。
焊工本质浮现正在认知面(外面程度)、才具本事、熟练水平和事业立场等方面。是以,即使行使了合意的焊接楷模参数,念要得到写意的焊缝质地,还必需负责确实的操作格式和身手方法。
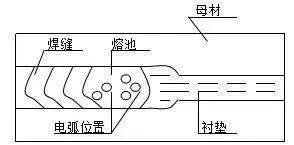
采用单面焊时,燃弧的身分至极苛重,如图3所示。因为实行CO2单面焊时,电弧的电流密度较大,正在熔池前端的母材上变成半圆孔,跟着电弧的行进,熔化金属不休填满此半圆孔。
操作时必需使燃弧点处于熔池核心,借使燃弧点太靠前,如图3中B点的身分,则会使铁水过早前淌,使熔宽减小,要紧时导致两底边未熔合。
若燃弧点太靠后,如图3中A点,使铁水前淌过缓,会扩大熔宽,焊缝下垂过众,且容易使焊缝正面变成中央高、双方低的局面,如许正在上面一层焊接时会导致双方夹渣。
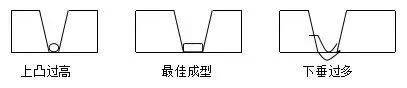
寻常的打底焊成形应是焊缝后背增高合意,焊缝正面为中央低,双方成弧状过渡,如图4所示。
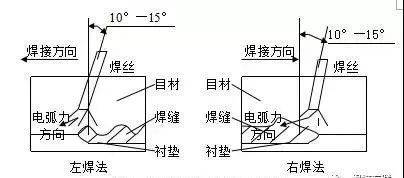
右焊法时熔敷金属的厚度较薄,后背成型较美丽,但焊强会阻住操作家的视线,影响对熔池前端的参观。
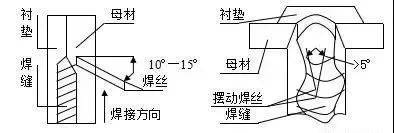
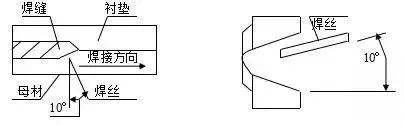
立焊时为制止铁水卑鄙,焊丝处于下倾形态,如图6所示,同时焊丝掌握摆动,如图7所示,此角度应不小于5º。与程度角度不妥,易酿成正面和后面焊缝成型不良。焊丝左、右摆动角度不妥,易酿成焊缝周围熔合不良和夹渣形象。
横焊时焊丝的身分如图8所示。焊丝偏上会酿成焊缝下侧未熔合,偏下会使后面焊缝过分下垂。焊丝略向前倾是为了使铁水的重力、外貌张力和电弧吹力三者维系均衡,使铁水不外分前淌,保障焊缝后背有优秀的变成。
单面焊时为了使焊道两侧匀称的熔化,铁水不外分下垂,制止夹渣与未熔合等缺陷,焊枪必需正在焊缝双方做匀称的摆动,并正在两侧做合意的中断。
如许可使母材双方合意的熔化,与过渡的熔滴金属变成掌握对称,下垂适量的熔池,冷却后成为及格的焊缝。
摆动格式,平焊与立焊日常作新月形摆动。但正在横焊时,日常可不做摆动,焊缝较宽时,作斜三角形摆动。
出现缩孔的紧要情由是陶瓷衬垫的导热性比母材小,而熔池上部的熔融金属因散热前提好,先行凝集,而熔池下部的融解金属散热前提差,末了凝集。
正在凝集时,温度低浸惹起体积的缩短,而此时其它局限金属均已凝集,无法有金属增补这种缩短,所以变成缩孔。
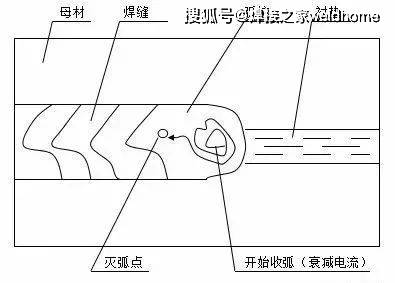
为了杀绝这种缩孔,起初是采用电流衰减的步骤。现正在日常的CO2焊机都有填充弧坑衰减楷模的调整旋钮。
焊接前,将此旋钮调整合意的衰减数值上,正在要收弧时,二次按压枪上的按钮,此时焊接电流及焊接电压会自愿从正本的参数上衰减到较小的数值。
当末了的融解金属填满坑后,再将电弧引到已凝集的焊好的焊缝上。此时摊开焊枪的按钮,电弧最终熄灭,缩孔也就不会出现,如图9所示。
因为船体布局的板材较厚,正在采用CO2单面焊双面成型工艺时,一般采用众层众道焊。行使众层焊时,应重心负责打底焊和盖面焊的操作才具。
打底焊是CO2单面焊的症结,由于它联系到接头的后面成型。固然接头后背有衬垫托住铁水,使铁水不致流失,但也必需有确实的操作步骤,才具保障焊缝正后背都有优秀的成型。特别要制止焊缝后背下垂过众或者夹渣,焊缝正面不行变成中央高、双方低的样式,省得为随后的焊接酿成麻烦。
对待布局统制度大的焊缝(如大合拢焊缝),打底焊层要一口气一次性实行,并应实行第二乃至第三层焊道的焊缝(视板厚而定),保障焊缝有足够的强度。不许可打底焊后长光阴就寝,省得正在焊策应力的效率下,惹起焊缝的纵向裂纹。
每层的焊策应维系焊分发一口气性,不许可焊一段好一段,酿成每道卡码出的断头、焊瘤等缺陷。
盖面焊时应调度好焊接电流、电压和焊接速率等楷模参数,确保焊缝外观的优秀成型,删除补焊、打磨的事业量,真正提升焊接坐褥率。焊缝的余量最好驾御正在3㎜以下。
对待长焊缝,可采用逐段退焊法、跳焊法或分中施焊法。采用分中施焊法时,尽量选用对称施焊以删除焊接变形。
正在焊接低合金钢、铸钢和高强度钢时,应选用须要的预热手腕。完全央求可按影相闭的焊接工艺。返回搜狐,查看更众

