
跟着焊接机械人技巧的开展,越来越众的行业入手下手享福到智能焊接带来的盈余,由于这给企业实行产物的焊接智能化、新闻化和主动化供给了高性价比的技巧。而正在重工行业,集机械人技巧、焊接工艺、机器策画、传感技巧、主动化驾驭技巧及MES体系等众学科而构成的弧焊机械人焊接任务站,首要为该行业处理了成立中以焊接工艺为主的主动化设备需求。当然,不管哪个行业要实行智能化焊接,大凡是离不开高质地的焊丝,由于焊丝的诟谇,会对焊接历程中的送丝安静性、焊接质地等都有很大的影响。
清楚重工行业的智能焊接,务必清楚弧焊机械人的构成和模范行使,才力有针对性的策画理念。
工业机械人具有编程、拟人化、通用性和智能性的特性,广大行使于很众行业。机械人的行使对象可能遵照工业机械人和其他装备的组合酿成。模范的行使网罗焊接油漆、拼装和安排(如包装、堆垛和SMT)、产物检测和测试等。
弧焊机械人首要由弧焊装备和机械人体系构成。机械人体系由机械人本体和驾驭柜(硬件和弧焊软件等)构成。弧焊装备由焊接电源、送丝机构、焊枪等构成。更智能的机械人还装备了激光或视觉传感器和电气驾驭体系。
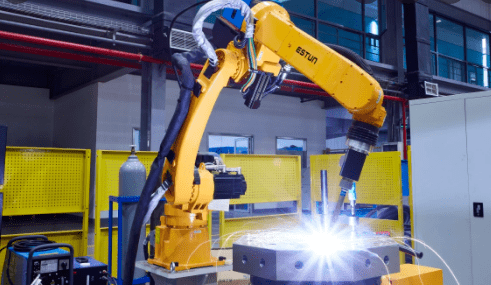
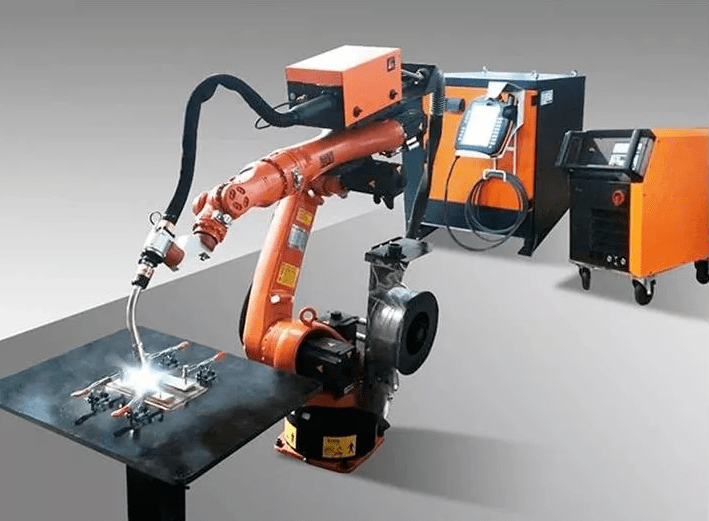
弧焊机械人任务站最粗略的构成伎俩是单台机械人、单台焊接电源、焊枪和粗略的东西夹。这种机械人焊接任务站是最根本的和其他纷乱的机械人焊接临盆线的构成局限。上图是一个粗略的弧焊机械人任务站,是所有任务站体系的推广机构,驾驭柜是机械人体系的大脑中央,担负推广机构的数据和信号传输,驾驭推广机构的运动;演示器是人机交互界面,调试职员可能遵照产物央求编辑演示器上的法式。焊接电源采用林肯焊机,可与机械人举行Arclink汇集通讯,便当机械人与焊机之间的焊接信号传输。TBI焊枪、焊机、焊丝、东西酿成完善的通道,实行工件焊接。
通过开发机械人焊接任务站,可能实行少少粗略的工业产物的主动焊接。只消产物定位正在东西场所,举行正在线焊接轨迹教学编程,输入固化产物的工艺参数,就可能启动机械人实行产物的主动焊接。焊接任务站采用重板焊接,焊缝形势华丽,质地好。
这种机械人焊接任务站更加适合少少小型工件焊接,如直板、圆板等工件,适当性强,兼容性强;但这种任务站存正在一个题目:每个产物都需求手动装卸,无法实行产物主动夹紧,导致所有机械人焊接任务站无法实行真正的主动焊接。
除了粗略焊接任务站的根本装备外,此类弧焊机械人焊接任务站还装备了外部电气驾驭装备、PC触摸屏、东西夹具、激光定位体系、真空吸尘装备和监控体系。通过这些部件开发一个更完善的弧焊机械人焊接任务站,可称为智能机械人任务站。智能机械人焊接任务站的首要界说是或许独立完工某类工件的焊接任务,无需任何职员列入其安排装备,即实行真正的无人操作。大梁工件工程弧焊机械人焊接任务站如下图所示。

该弧焊机械人焊接任务站首要网罗机械人焊接体系、除尘体系、安宁维护体系、参数编程软件、电气驾驭体系和新闻监控体系。悬臂转移机械人焊接体系网罗两个FANUC六轴焊接机械人本体和机械人外轴体系、两个悬臂机械人转移装备、两个德邦焊接电源、两个水冷焊枪和四套清枪剪切装备。通过这些硬件装备开发的弧焊机械人焊接任务站,装备软件,可实行起重机前梁三面酿成后内部焊缝的焊接,实行箱梁内横角焊、立角焊、仰角焊、平角焊等场所的焊接。弧焊机械人焊接任务站与焊机举行数据通讯。可采用众种通讯办法,如Profinet或Devicenet等。
关于焊机械人任务站,采用的通讯办法为Devicenet。关于纷乱工件的焊接,本任务站还装备了弧焊软件包及激光定位传感器,可能保障焊接历程中,焊丝或许正确找到焊缝的肇端场所,焊接不会显现偏离焊缝场所。任务站的西门子PLC电气驾驭柜可能实行机械人与界限装备及上位机举行数据通讯和转达,保障通盘的外部装备都可能实行正在上位机举行监控。PC机前进行了二次开荒,可能遵照区别的产物组织对产物的特性组织举行参数化输入,酿成三维工件,此软件还可能举行焊接工艺挨次安排,便于驾驭大梁所有工件热变形最小。新闻化监控体系可能对界限装备的形态举行监控,比方对焊丝、气体残剩量举行树立,当到达一个下限值,便可能提示操作职员举行换丝或者换气。该体系具有盛开接口,后期可遵照产能晋升的需求弥补机械人数目。基于以上装备的合伙互相连结,可能实行所有焊接任务站主动化焊接,确保任务站一键启动,无人化操作。
大梁产物的区别场所采用集成机械人焊接任务站焊接,如下图所示,立焊焊缝形势华丽,无咬边。

跟着“中邦成立2025”深切推行,科学技巧也将产生新的改善,这些新的技巧将会助推弧焊机械人任务站向更高效化、更柔性化、更智能化对象开展。弧焊机械人任务站的开展将会给我邦重工行业的临盆形式带来革命性的变革,真正实行工业“无人化”临盆。
固修机械人发足于香港科技大学主动化技巧中央,咱们是中邦境内具有自决学问产权,较早介入修造机械人家当化筹议,供给前辈修制技巧,修造智制设备和智能修制归纳处理计划的高科技公司。返回搜狐,查看更众

